Как прочистить сливной шланг с разбором дренажной системы
- Избавиться от накипи на электронагревателе вновь поможет лимонная кислота. Количество порошка зависит от степени загрязнения, но в среднем на машину с загрузкой 5 кг требуется 250 г. Высыпьте 200 г в отделение для порошка, а 50 — в барабан и запустите стирку при максимальной температуре.
- Более агрессивная уксусная кислота тоже способна справиться с накипью. Достаточно добавить 50 мл уксуса в ёмкость для кондиционера и включить машину. Будьте осторожны: уксус может повредить резиновые элементы.
Если вы все же нашли неисправность в работе, которая возникла из-за засорения в шланге слива стиральной машины, то в первую очередь требуется обеспечивать полный доступ к системе слива.
Очищаем фильтр
Очищают фильтр в следующей последовательности:
- Выкручивают винт и аккуратно достают фильтр.
- Наклоняем нашу конструкцию, сливаем всю имеющуюся жидкость, заранее подставив для этой цели емкость с невысокими бортиками.
- После того, как в машинке не осталось воды, достаем все посторонние застрявшие предметы. Если элементы конструкции полностью покрыты накипью, то они подлежат полной замене.
- Далее, когда вы уже устранили загрязнения за счет промывания водичкой и протирания влажной губкой, осмотрите место, где располагается система фильтрации, и уберите оставшиеся загрязнения со стенок.
- Прочистите насос и прилегающую к нему систему, а далее подключайте ваше устройство к питанию и подключите режим слива. Если вы сделали все правильно, лопасти и крыльчатка насосной системы будут вращаться без перебоев.
Предлагаем ознакомиться Почему протекает вода из дверцы стиральной машины снизу при отжиме. Видео по ремонту стиралки своими руками. – Сервисный
Со всеми тонкостями можно ознакомиться в подробно описывающим процесс видеообзоре.
Внимание: бывают такие исключительные ситуации, когда система загрязнена настолько, что просто не поддается извлечению. В таком случае советуется снять одну стенку стиралки и аккуратно очищать фильтр со стороны насосной системы
Все проводится в несколько этапов:
- Отключите стиральную машину от питания.
- Перекройте клапан подачи воды.
- Используя плоскую отвертку, снимите боковую или переднюю нижнюю панель.
- Через фильтр слива вылейте остатки использованной воды.
- Используя плоскогубцы, отсоедините конец шланга от канализационной трубы или сифона.
В устройствах таких марок, как ВЕКО, Аристон, Кэнди, Самсунг и Индезит добраться до дренажного шланга можно только через дно. В таких случаях для удобства проведения очистки стиральной машины от засора, положите ваш агрегат набок, заранее подстелив под него какую-то ткань. После того, как вы разожмете плоскогубцами хомут, можете смело отсоединять шланг от помпы.
В стиралках фирм Электролюкс или Занусси шланг проходит вдоль задней стены. Для того, чтобы подобраться к нему, снимите заднюю крышку корпуса. Далее разжимаем защелки, открепляем дренажный шланг, а далее откручиваем от шланга для подачи воды. Чтобы полностью убрать дренажный шланг, вам следует полностью снять верхнюю крышку, открутив все болты и разжав хомут для фиксации.
В таких машинках, как Бош и Сименс достать шланг можно благодаря снятию передней панели корпуса. Все делается в следующем порядке:
- С передней панели снимаем уплотнительную резину и разжимаем хомут.
- Достаем нижнюю панель и выдвигающийся лоточек для стиральных средств.
- Выкручиваем болты для фиксации и снимаем блокировку дверцы люка.
- Снимаем переднюю панель корпуса.
- Разжимаем хомут и вытаскиваем наш шланг.
Чистят шланг слива промыванием и обработкой стенок с внутренней стороны с использованием специальных ершиков. Мастера в этом деле привыкли использовать не металлические ершики, а те, что выполнены из синтетики.
Полезный совет: для того, чтобы вы смогли достигнуть лучшего эффекта при промывке, используйте теплую водичку с добавленной в нее лимонной кислотой.
Промытый со всех сторон шланг лишь осталось закрепить на старое место, выполнив все описанные действия в обратном порядке.
Проверка работоспособности
Есть три способа проверки правильности притирки клапана.
➤ С помощью вакуум-тестера. Самый надёжный и простой вариант. Подключите инструмент к каждому отверстию со сторон впускного и выпускного коллекторов. Теперь используйте его. Если клапана притёрты плохо, уровень разряжения на манометре будет недостаточным. ➤ С помощью керосина. Установите клапана на место, положите головку вверх камерой сгорания и налейте сверху керосин. Оставьте их так на несколько часов. Если керосин не вытек — всё в порядке. Эксперты не рекомендуют использовать этот метод, так как он не слишком надёжен. ➤ С помощью карандаша. Рисуем радиальные линии по всей окружности рабочей кромки седла клапана. Устанавливаем клапан на место, крепко прижимаем его и вращаем по кругу. Достаём изделие и смотрим на узор. Если линии стёрлись и равномерно закрасили поверхность — всё в порядке. Если имеются неровности — притирка выполнена неправильно. Притирка клапанов обеспечивает нормальную работу двигателя. Обязательно регулярно прибегайте к процедуре — так вы сможете избежать проблем с силовым агрегатом.
С чего начинается регулировка клапанов
Регулировка теплового зазора производится после его замера, и если он не соответствует необходимому, путем подбора шайбы определенной толщины.
По регламенту проводить проверку и регулировку теплового зазора на ВАЗ 2114 нужно каждые 60 тыс. км пробега, а также при появлении стука клапанов.
Далее рассмотрим порядок действия, при котором производится регулировка теплового зазора на ВАЗ 2114. Все работы не очень сложные, но требуют определенного оснащения. Для выполнения работ понадобиться:
- набор ключей рожковых;
- свечной ключ;
- набор щупов;
- специальное приспособление для выжима клапанов;
- набор регулировочных шайб;
- ветоши;
Набор включает в себя комплект шайб с толщиной от 3,0 мм до 4,5 мм. Интервал размера толщины составляет 0,05 мм, что позволяет при выполнении работ подобрать шайбу необходимой толщины. Данный набор стоит не дешево, однако приобретение его позволит длительное время самостоятельно выполнять все работы, не обращаясь на СТО.
Также для выполнения работ потребуется прокладка клапанной крышки, поскольку она является одноразовой и при снятии крышки должна обязательно заменяться.
Средства для чистки нагара на клапанах
Многих автовладельцев интересует вопрос о том, чем отмыть нагар на клапанах? В настоящее время существует ряд химических средств, предназначенных непосредственно для удаления такого нагара. Как правило, это присадки, добавляемые в топливо. Они смешиваются с бензином, и в процессе сгорания вместе с топливовоздушной смеси размягчают этот состав, способствуя его сжиганию вместе с топливом. Среди таких присадок особой популярностью у автовладельцев пользуются:
- Очиститель клапанов от Liqui Moly Ventil Sauber. Присадка предназначена для добавление в бензин при очередной заправке. Может быть использована с любым видом бензинов. Функция присадки заключается в удалении отложений, образованных на клапанах, форсунках, карбюраторе и других элементах впускного тракта. Также защищает перечисленные элементы от воздействия коррозии. Может быть использована с двигателями с каталитическими нейтрализаторами и турбонаддувом. Реализуется в баллончике объемом 250 мл, который рассчитан на растворение в 75 литрах топлива. Артикул такой упаковки — 1989. Ее цена по состоянию на зиму 2018/2019 годов составляет порядка 470 рублей.
- Очиститель клапанов и системы питания HI-GEAR FUEL SYSTEM & VALVES CLEANER. Еще одно популярное у автолюбителей средство. Очень хорошо чистит не только клапана, но и другие элементы системы питания. Может использоваться с любыми бензиновыми двигателями, в том числе, оснащенных катализаторами и турбокомпрессорами. Средство предназначено для двигателей объемом до 2,5 литров. Рекомендуется использовать как профилактическое средство через каждые 3000 тысячи километров пробега. Реализуется в двух разных банках — объемом 295 мл и 325 мл. Объема второй банки (325 мл) хватает для разбавления в 40 литрах бензина. Артикулы этих упаковок — HG3235 и HG3236. Цены соответственно — 440 рублей и 530 рублей.
- Чистка двигателя без разбора MITSUBISHI SHUMMA ENGINE CONDITIONER. Это средство специально создано специалистами известного японского автопроизводителя Мицубиси для автомобилей этой торговой марки, оснащенных двигателями с непосредственным впрыском топлива (GDI). Рекомендуется использовать данное средство в качестве профилактического через каждые 100 тысяч километров пробега. Однако учитывая, что данные рекомендации приведены для японских условий, то для отечественных дорог и бензина этот интервал необходимо значительно сократить. Средство представляет собой пенный очиститель, с помощью которого необходимо обрабатывать внутренние рабочие поверхности элементов топливной системы. Подробная инструкция приведена на упаковке (в частности, работать нужно при холодном двигателе!). Отзывы о средстве весьма положительные. Реализуется в баллончике объемом 250 мл. Артикул такой упаковки — MZ100139EX. Ее цена на указанный выше период составляет порядка 1300 рублей.
Очиститель нагара клапанов Wurth. Как и предыдущее, это средство является пенным моющим составом, с помощью которого моют загрязненные поверхности элементов топливной системы автомобиля. Позволяет выполнять чистку без разбора двигателя. Так, для этого нужно лишь отсоединить несколько шлангов. Подробная инструкция указывается в описании к препарату
Обратите внимание, что данное средство можно использовать лишь в сочетании с распылительным зондом. Одного баллона хватает для обработки четырехцилиндрового двигателя, а двух баллонов — для обработки шести- и восьмицилиндровых моторов
Также кроме фабричных средств нагар с клапанов можно удалить при помощи ортофосфорной кислоты. Можно использовать не чистый ее состав, а разбавленный. Она отлично удаляет различные отложения, поэтому хорошо справится и с нагаром. Проверено автолюбителями на практике! Интересно, что в составе популярного напитка Coca-Cola также в небольшом количестве имеется ортофосфорная кислота, поэтому его также можно использовать для отмывки загрязнения.
Клапан ВКГ
Клапан системы вентиляции картерных газов является неотделимой частью пластикового патрубка на входе в дроссельную заслонку. В клапане установлена мембрана диаметром около 26 мм. С возрастом она, естественно, лопается. Из-за этого двигатель начинает засасывать пары масла, которые довольно толстой пленкой оседают во впускном тракте и на дроссельной заслонке.
Оригинальная трубка с клапаном стоит порядка $150, поэтому мало кто из владельцев раскошеливается на ее приобретение.
Проблему решают двумя способами. Либо отпиливают корпус клапана, чтобы добраться из мембраны и заменить ее на самодельный вкладыш из подходящего силиконового материала или маслостойкой резины. Либо добавляют перед этим клапаном другой клапан двигателя 2.0 ALT (его номер 06B 103 235 G), который обходится в $15.
Инструменты для притирочных работ
Приспособления для притирки подразделяются на 2 группы.1.
Зажимающие клапан сверху, фиксирующиеся на стержне. На одной из сторон располагается ручка. Для достижения результата её нужно тянуть и вращать.
2.
«Присоски». Фиксируются на тарелке клапана, также оснащаются ручкой. Для использования надо прижать клапан к тарелке и вращать приспособление в разные стороны.
Инструмент для притирки клапанов: зажимающая сверху модель
При отсутствии инструмента подойдут шуруповёрт или дрель. Вне зависимости от выбранного инструмента вам понадобятся следующие приспособления: абразивная или алмазная паста; пружина — такая, чтобы можно было без труда сжать руками и надеть на клапан; керосин. Нет возможности раздобыть абразивную пасту? Приготовьте её! Для этого понадобится наждачная бумага с мелким зерном или стружка наждачного камня. Снимите с неё камни и смешайте их с солидолом или аналогичным веществом в пропорции 2 к 1. По консистенции смесь должна напоминать шампунь. В крайнем случае в качестве основы сгодится и стандартное моторное масло.
Нанесение абразивной пасты
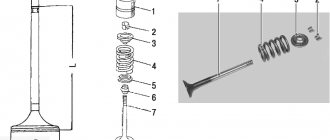
Конструкция клапанов двигателя
Механизм привода клапанов – это часть более крупного газораспределительного механизма (ГРМ). По конструкции ГРМ может быть с верхним или с нижним расположением клапанов. В современных двигателях чаще применяется первая схема.
Посредством клапана в цилиндр напрямую подается топливовоздушная смесь в точной дозировке. Также может осуществляться подача просто воздуха. Выпуск отработавших газов из цилиндра происходит аналогично при помощи клапана. Поэтому четырехтактный двигатель внутреннего сгорания должен иметь на каждый цилиндр минимум два клапана, чтобы реализовывался принцип его работы.
По прямому назначению клапаны можно поделить на два вида:
- впускной клапан;
- выпускной клапан.
Частью клапана является его тарелка. Конструкция современных двигателей такова, что клапаны расположены в головке блока цилиндров (сокращенно ГБЦ). Место контакта клапана и ГБЦ называется седлом клапана. Седло изготавливают из стали или чугуна и запрессовывают в ГБЦ.
Чтобы цилиндр наполнялся топливно-воздушной смесью или воздухом максимально эффективно, тарелка впускного клапана должна превышать тарелку выпускного по диаметру. Это главное отличие между впускными и выпускными клапанами. Благодаря большему диаметру тарелки впускной клапан наполняет цилиндр воздухом или топливной смесью более качественно.
Однако есть причины для увеличения диаметра тарелки и выпускного клапана. К примеру, это улучшает очистку цилиндров от продуктов горения. Однако нельзя увеличивать диаметры тарелок обоих клапанов до бесконечности – они должны поместиться в геометрические размеры камеры сгорания, расположенной в головке блока цилиндров.
Во время работы клапаны мотора подвергаются большим нагрузкам как по механическим параметрам, так и по температуре. По этой причине изготавливают их из специальных сплавов, способных противостоять высокой температуре и механическому разрушению. Особо усиливают кромку тарелки, да и ей самой придают дополнительную механическую прочность при помощи напыления из керамики. Впускной клапан имеет обычно стержень из цельного куска металла, а вот стержень выпускного содержит внутри полость с натрием. Это обеспечивает ему повышенную теплопроводность для быстрого отведения тепла от тарелки клапана.
Поверхность прикосновения тарелки клапана к блоку цилиндров называется фаской. В этом месте очень нежелательно образование нагара. Чтобы предотвратить такое явление, а также более равномерно распределить тепло, в конструкции механизма клапанов применяется определенное инженерное решение. А именно клапан вращается во время работы двигателя.
В настоящее время чаще всего используются ДВС с четырехклапанной схемой. То есть каждый цилиндр такого мотора имеет два впускных и два выпускных клапана. Когда клапан на впуске опускается, открывается кольцевой проход между седлом и тарелкой. Через этот проход осуществляется наполнение цилиндра топливно-воздушной смесью или просто воздухом. Площадь сечения прохода напрямую влияет на скорость наполнения цилиндра и, как следствие, на производительность мотора.
Кроме вышеописанной схемы, встречаются двух-, трех- и пятиклапанные. У двухклапанной системы один впускной и один выпускной клапан в каждом из цилиндров. Трехклапанная содержит два впускных и один выпускной. Если клапанов пять, три служат для впрыска и два для выпуска отработавших газов. Количество клапанов определяется размером камеры сгорания в конкретном двигателе, типом привода клапанов. Также число клапанов зависит от форсированности ДВС и других показателей.
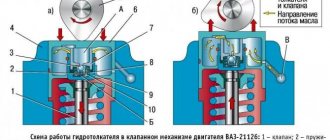
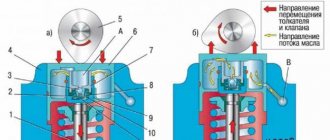
Клапан открывается за счет нажатия на его стержень. Осуществляет это нажатие привод. Таким образом посредством привода клапана происходит передача усилия от распределительного вала. В современных двигателях реализовано две основных схемы привода: передача движения от гидравлических толкателей или привод, базирующийся на роликовых рычагах.
Закрывается клапан посредством пружины, подобранной по жесткости. Благодаря давлению пружины тарелка клапана герметично перекрывает каналы впуска и выпуска. Для удержания клапана на стержне служат сухари и тарелка клапанной пружины. Однако двигатель в работающем состоянии, особенно при нагрузке, способен вызывать на клапанах резонансные колебания. Для борьбы с этим эффектом устанавливают две пружины, витки которых имеют разное направление.
Клапан ДВС
Большое разнообразие материалов из которых изготавливают клапаны двс может поставить перед сложным выбором. В этой статье пойдет речь о технологиях производства клапана в каких случаях использовать те или иные клапаны, их достоинства и недостатки, облегчение и проточка «тюльпана», а также поговорим о защищающих покрытиях и методах их нанесения. Эта информация предоставлена, чтобы помочь Вам сделать обоснованное решение при модернизации клапанного механизма.
1.Технологии производства клапанов.
При изготовлении выпускных клапанов особое внимание уделяется методам изготовления и материалам способным длительно выдерживать высокую температуру и при этом сохранять прочность. К впускным требования не столь жесткие так как они имеют дополнительное охлаждение свежей топливовоздушной смесью. Необходимым свойствам соответствуют многие сплавы при соблюдении определенных технологиях, но всегда приходится чем-то жертвовать к тому же вес детали получается большим. Проводится много исследований и выявление новых материалов не стоит на месте. Множество запатентованных технологий еще не нашли своего применения на практике.
Все то множество технологий и их недостатки я описывать подробно не буду, поверхностно пройдемся по основным. Как делается тарелка клапана:
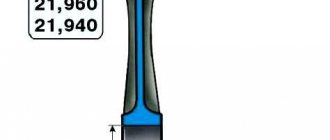
Торцевая раскатка- раскалённый стержень клапана выступает из матрицы и вращающийся под углом к оси матрицы пауссон раскатывает по кругу стержень, который постепенно подается в матрицу до придания необходимой формы. Создается направленная микроструктура метала, параллельная профилю тарелки клапана, что увеличивает прочность.
1-торец заготовки. 2-матрица. 3-паусон. 4-готовая тарелка клапана. 5-стержень.
В следующем методе заготовку подают в матрицу и похожим образом раскатывают тарелку клапана, при этом еще выдавливается ножка в отверстие что тоже дает направленную микроструктуру, подобную волокнам древесины. Существует еще несколько методов имеющих сходство с описанным.
Клапан изготавливают из стали марок: 40Х9С2, 40XH, 40Х10С2М, 20ХН4ФА, 55Х20Г9АН4, 45Х14Н-14В2М, титановых сплавов ПТ-3В, ВТ3, ВТ-14, ВТ6, с намного низкой температурной стойкостью (только впускные клапаны) ВТ18У и ВТ25У и других сплавов. Клапаны из сплавов на основе интерметаллида TiAl имеют сравнимо низкую плотность металла, соответственно и меньший вес с большей твердостью и жаропрочностью даже в сравнении с привычными сплавами на основе титана. Но возникают трудности при изготовлении по привычным технологиям, позволяющим добавить прочность, из-за низкой пластичности. В таком случае изготавливают методом литья, но в этом случае, в структуре металла образуется пористость, которая удаляется только высокотемпературным газоизостатированием, очень дорогая процедура, составляющая себестоимость клапана.
Широко применяется комбинированная система, когда стержень выполняется из низколегированных сплавов с большей твердостью, а тарелка из жаропрочных. Готовые детали в последствии свариваются различными методами или напрессовываются, конструкция считается не очень надежной.
Другой вариант изготовления, стержень и торец клапана изготавливаются из одного сплава, в последствии деформационной и термо обработки создаются разные микроструктуры метала, в головке обеспечиваются высокая твердость и сопротивление ползучести в тарелке высокая термостойкость. Опять же технологии изготовления очень дорогостоящие. Не стану описывать остальные методы, имеющие по 3-4 переходных зоны по микроструктуре и технологию отжига, все они принципиально схожи с выше описанным.
Горячая штамповка в торец- раскалённый стержень просто вдавливается в матрицу в которой метал распределяется как попало с нарушением микроструктуры, самый простой и бюджетный способ, не имеющий необходимой прочности.
Виды клапанов
Широко распространены всего два вида тарельчатых клапанов «Тюльпан» и «Т-образный».
Стоит разобраться в недостатках и преимуществах чтобы сделать свой выбор. И так самый распространенный это тюльпан, имеет большой запас прочности обтекаемую форму, часто большой вес.
Т- образный предназначен в большей степени для тюнингованного мотора работящего преимущественно на высоких оборотах. Имеет минимальный радиус перехода от ножки к тарелке, небольшой вес в следствии чего уменьшается нагрузка на газораспределительный механизм продлевая срок службы, сдвигает порог зависания клапана что позволяет использовать стандартные клапанные пружины, не прибегая к усиленным, отбирающих свою долю мощности, меньший износ направляющих втулок, лучшая продувка. О надежности поговорим чуть ниже.
Облегчение клапана типа «Тюльпан»
Из экономических соображений многие стремятся самостоятельно облегчить клапаны, покупка новых Т- образных выливается в кругленькую сумму, обычно это клапаны на основе титана, имеющие небольшой вес минимальную металлоёмкость и лучшие характеристики прочности и жаростойкости, однако в виду трудоемкого производства таких деталей себестоимость очень высока.
Выше я уже говорил, что Тюльпан изначально имеет большой запас прочности и есть возможность его облегчить ценой надежности, неоправданного риска попасть на очередную капиталку. Мало кого этот факт останавливает и начинаются поиски тех кто уже опробовал и сделать именно также, соблюдая размеры оппонента. В сети по этой теме можно найти много положительного опыта, реже попадаются печальный исход доработки.
А теперь давайте разберемся почему это происходит. В начале я описывал технологии производства клапанов и материалов. Если вы читали внимательно, то уже поняли, что большое значение имеет технология производства и созданная микроструктура в металле пусть хоть в результате термообработки или метода штамповки. Во время облегчения клапана механически удалятся часть металла в поверхностных слоях которого была заключена основная прочность всей детали. Термонагруженность тарелки возрастает вследствие чего материал клапана не способен выдерживать нагрузку и поддается деформации. Некоторые производители наносят специальные покрытия расширяющие свойства, в конце темы опишу подробнее. Из этого можно сделать вывод, вероятность обрыва тарелки 50/50, ведь вам не известна технология и материалы и действовать вы будете по опыту других или на глазок. Добавим вероятность заводского брака и возможную детонацию, и получите такой результат.
Однако не всегда так случается и судя по опыту немногих, облегченные клапаны ходят по 100тыс и продолжают исправно работать. Если вы все же решились на облегчение, задумайтесь об охлаждении тарелки, в этом поможет замена седел клапанов на бронзовые. Именно через седла отводится большая часть температуры. Об этом я уже писал в теме Седло клапана. Не допускайте острых краев и тонких кромок на тарелке, эти места будут чрезвычайно перегреты повысится вероятность детонации и приведет к прогару и разрушению клапана. Совершенно нет необходимости в фасках, сделайте плавный переход и скруглите кромку тарелки. Не забудьте притереть клапан к седлу, желательно не алмазными пастами. Рассмотрите варианты облегчения остальных подвижных частей- пружинные тарелки, коромысла или толкатели.
Предпочтение стоит отдавать конечно заводским Т- образным клапанам, не оставляя без внимания бренд, их надежность не заставит вас сомневаться. Не думайте опробовать производство из Китая даже если это титан.
Защищающие покрытия, методы нанесения.
Распространение получили три метода нанесения покрытия на металлы плазменно-порошковая наплавка, лазерное легирование, наплавка токами высокой частоты. Нанесенное покрытие совершенно другого металла на выпускной клапан расширяет защитные свойства детали, возможность противостоять агрессивной среде. Это позволяет выполнять клапан из более подходящих материалов по термостойкости и прочности, не прибегая к поиску золотой середины. Таким получаем прочный и легкий клапан, не способный противостоять окислению и износу, но применение тонкого слоя специального покрытия решит эту проблему.
Выхлопные газы высокой температуры наносят большой вред клапану, возникает газовая коррозия парами воды, окисление кислородом, оксидом углерода, оксидом серы, которые образуются в результате горения. Механическое воздействие расклепывает рабочую фаску увеличивается ее размер, нарушается герметичность, что приводит к прорыву раскалённых газов в щель и большему прогару.
Далее расскажу о методах нанесения покрытия, ознакомимся с каждым из них подробнее.
Плазменно-порошковая наплавка-
наиболее универсальный метод, подается гранулированный металлический порошок вместе с газом в плазмотрон. Такой метод позволяет наносить качественное покрытие толщеной 0.5-5.0мм, растворимость металла детали в наплавленном слое всего 5%, возможное отклонение от номинала толщены- 0.5мм, минимальная окисляемость наплавляемого слоя за счет подаваемого в плазмотрон газа, минимальная зона термического влияния.
Лазерное легирование-
на деталь воздействует луч лазера разогревая поверхность чуть больше температуры плавления основы. Температура регулируется мощностью лазера и диаметром луча. В результате происходит активное перемешивание легирующего металла размещенного на поверхности основы с металлом детали на глубину примерно 1-2 мм. Такой метод позволяет наносить покрытия стеллита, вольфрамохромокобальтового сплава. Растворимость основного металла в покрытии 5-10%.
Наплавка токами высокой частоты-
На тарелку клапана устанавливается кольцо из наплавляемого металла, между клапаном и кольцом находится порошковый флюс или газовая среда (аргон, азот) под действие тока высокой частоты разогревается кольцо и подогревается тарелка клапана до температуры диффузии металлов, место нанесения покрытия охлаждается водой с другой стороны клапана, таким образом происходит намораживание наплавляемого слоя, при этом клапан вращается для обеспечения равномерности нагрева. Таким образом наносят самофлюсующиеся сплавы ЭП616, ЭП616А, ЭП616Б, ЭП616В значительно дешевле кобальтовых стеллитов и имеют достаточную твердость и стойкость к коррозии. Растворимость основного металла в слое покрытия 20-30%.
Тарелка титанового клапана с покрытием нитрид хрома (CrN)
Пример с покрытием из нитрида титана, обеспечивает высокую твердость.
Противостоит отложению нагара и окислению.