Зазоры клапанов д-245, регулировка двигателя
Проверка зазора между клапанами и коромыслами дизеля Д-245.7, Д-245.9, Д-245.12С
3.4.11.1 Зазоры между клапанами и коромыслами проверяйте и регулируйте при ТО -2, а также после снятия головки цилиндров , подтяжки болтов крепления головки цилиндров и при появлении стука клапанов .
3.4.11.2 Зазор между бойком коромысла и торцом стержня клапана на непрогретом дизеле должен быть :
а ) впускные клапаны — 0,25 +0,05 мм ;
б ) выпускные клапаны — 0,45 -0,05 мм .
3.4.11.3 Регулировку производите в следующей последовательности :
— снимите колпак крышки головки цилиндров и проверьте крепление стоек оси к оромысел ;
— проверните коленчатый вал до момента перекрытия клапанов в первом цилиндре ( впускной клапан первого цилиндра начинает открываться , а выпускной заканчивает з акрываться ) и отрегулируйте зазоры в четвертом , шестом , седьмом и восьмом клапанах ( считая от вентилятора ), затем поверните коленчатый вал на один оборот , установив перекрытие в четвертом цилиндре , и отрегулируйте зазоры в первом , втором , третьем и пятом клапанах .
3.4.11.4 Для регулировки зазора отпустите контргайку винта на коромысле регул ируемого клапана в соответствии с рисунком 10 и , поворачивая винт , установите необходимый зазор по щупу между бойком коромысла и торцом стержня клапана . После установки зазора затяните контргайку . По окончании регулировки зазора в клапанах поставьте на место колпак крышки головки цилиндров .
1 — контргайка ; 2 — винт .
Рисунок 10 — Регулировка зазора в клапанах .
3.4.12 Замена фильтрующего элемента фильтра тонкой очистки топлива дизеля Д-245.7, Д-245.9, Д-245.12С
3.4.12.1 Срок службы фильтрующего элемента зависит от чистоты применяемого т оплива .
3.4.12.2 Замену фильтрующего элемента производите при 2 ТО -2 в соответствии с р исунком 11, для чего :
— слейте топливо из фильтра , отвернув пробку в нижней части корпуса ;
— отверните гайки крепления крышки и снимите крышку ;
— выньте из корпуса фильтрующий элемент ;
— промойте внутреннюю полость корпуса фильтра ;
— соберите фильтр с новым фильтрующим элементом ;
— заполните систему топливом .
1 — крышка фильтра ; 2 — элемент фильтрующий ; 3 — корпус фильтра ; 4 — пробка .
Рисунок 11 — Замена фильтрующего элемента фильтра тонкой очистки топлива .
Отверните пробку для удаления воздуха на корпусе топливного насоса и на 1-2 оборота штуцер на фильтре тонкой очистки топлива . Прокачайте систему с помощью подкачивающего насоса , закрывая последовательно при появлении топлива пробку на корпусе топливного насоса в соответствии с рисунком 12, а затем штуцер на фильтре тонкой очистки .
1- штуцер ; 2 — насос подкачивающий ; 3 — пробка .
Рисунок 12 — Удаление воздуха из системы топливоподачи .
Регулировка на различных моделях двигателей
Минский завод выпускает несколько модификаций дизельных двигателей, основанных на конструкции мотора Д-240. Агрегаты отличаются конфигурацией блока, рабочим объемом и установкой турбокомпрессора, что привело к росту мощности и изменению нормативных расстояний между подвижными частями в клапанных механизмах.
Двигатель Д-245 трактора МТЗ-82, МТЗ-892
После демонтажа верхней крышки и выведения поршня в 1 цилиндре до ВМТ (до момента начала перекрытия клапанов) требуется отрегулировать клапаны, расположенные на позициях 4, 6, 7 и 8 (отсчет от передней крышки мотора). Документация устанавливает расстояние между стержнем и бойком 0,25 мм для впускного канала и 0,45 для выпускного. Настройка осуществляется на холодном дизеле (допускается прогрев до 60°).
- Отпустить затяжку гайки коромысла обслуживаемого клапана и вращением винта отверткой добиться требуемого расстояния.
- Закрутить гаечным ключом контргайку регулировочного винта и проверить параметры щупом. Убедиться в нормативном значении вращением штанги, при неравномерном износе головки цилиндрического элемента возможно изменение расстояния между бойком и стержнем клапана. Поврежденная или изношенная штанга подлежит замене.
- По аналогии отрегулировать зазоры в оставшихся клапанах.
- Провернуть вал на полный оборот (до момента достижения ВМТ в последнем цилиндре), а затем скорректировать расстояние в механизме до требуемого значения для клапанов 1, 2, 3 и 5.
- Смонтировать на штатные места снятые элементы и проверить работу силового агрегата.
Двигатель Д-260 трактора МТЗ-1221, МТЗ-1523
Завод-изготовитель предписывает проводить настройку клапанного механизма при проведении технического обслуживания, соответствующего отработке 500 часов. Перед началом регулировки рекомендуется проверить затяжку болтов, крепящих головку. Допускается настраивать мотор, прогретый до температуры 60°С.
Для регулировки 6-цилиндрового рядного дизеля требуется снять крышку клапанов, а затем установить поршень первого цилиндра в крайнее верхнее положение (по аналогии с моторами Д-240 и 245), а затем выставить зазор в клапанах, расположенных на позициях 3, 5, 7, 10, 11 и 12 (отсчет ведется от радиатора силовой установки). Нормативным считается расстояние 0,25 мм на впуске и 0,45 мм на выпуске. Для определения ВМТ возможно использовать момент совмещения штифта, установленного на крышке привода механизма газораспределения, с меткой на демпфере шкива.
При отклонении значения требуется провести корректировку в следующей последовательности:
- Перед началом корректировки рекомендуется проконтролировать затяжку крепления стоек валика с коромыслами.
- Отвернуть фиксирующую гайку на коромысле регулируемого клапана, а затем выполнить настройку зазора путем вращения винта.
- Затянуть гайку и провести первичную проверку щупом.
- Убедиться в стабильности расстояния между бойком и плоскостью стержня клапана путем вращения приводной штанги вокруг оси.
После настройки размеров в 6 клапанах требуется провернуть коленчатый вал на 1 оборот. Для проверки положения используется шестой цилиндр, в котором должно быть перекрытие клапанов впуска и выпуска, соответствующее ВМТ. Очередность действий при настройке аналогична изложенному выше алгоритму. Допускается корректировка параметра в соответствии с порядком вспышек в камерах сгорания (1-5-3-6-2-4) с выставлением поршней в верхнюю точку согласно рабочей последовательности. Для перехода между цилиндрами вал поворачивается на 1/3 оборота.
Характеристики мотора. Общая информация
Использование внутреннего турбинного компрессора с корректируемым воздушным потоком дает возможность создавать оптимальную приемистость при работе двигателя. Данный показатель обеспечивается усиленным параметром крутящего момента даже при минимальной оборотистости вала. Также отработанные газы соответствуют всем требуемым стандартам. —
Все моторы серии ориентированы на работу в темп. условиях до отметки +40 градусов по Цельсию. Главная сфера применения данных дизелей – силовые установки для строительной техники, дорожной техники и колесных тракторов.
Д-245: общая информация
Использование турбинного компрессора с корректируемым потоком воздуха дает возможность создать оптимальную приемистость в работе двигателя. Этот показатель обеспечивается увеличенным параметром крутящего момента при минимальной оборотистости коленчатого вала. При этом отработанные газы соответствуют требуемым стандартам.
Все моторы данной серии ориентированы на нормальную работу в температурных условиях от -45 до +40 градусов по Цельсию. Основная сфера применения рассматриваемых дизелей – силовые установки для дорожной, строительной техники и колесных тракторов.
Регулировка клапанов в моторе Д-245
Прежде чем начать заниматься настройкой клапанов Д-245, необходимо изучить особенности данного узла. Вал имеет 5 опор, в движение приводится путем коленвала и шестеренок распределения. В качестве рабочих подшипников используются 5 втулок, которые помещены в участки блока. Фронтальная втулка размещается в районе вентилятора и оснащена буртом, фиксирующим распредвал осевых сдвигов, другие же из чугуна. Стальные толкатели наплавлены специальным чугуном, а сферическая поверхность обладает 750 мм радиусом. Кулаки распределительного вала с наклоном.
Для верной регулировки клапанов Д-245, следует учитывать, что штанги толкателей выполнены из стального прутка и имеют сферическую область, которая входит в толкатель. Клапанные коромысла были изготовлены из стали, а ось зафиксирована при помощи 4 стоек. Ось полая, оборудована радиальными отверстиями для доставки масла.
Саму регулировку проводите в следующей последовательности
- Снимите колпак крышки цилиндров и посмотрите крепление стоек в оси коромысел;
- Поверните коленчатый вал до перекрытия в 1 цилиндре и отрегулируйте зазор в 4, 6, а также седьмом и восьмом, затем поверните вал на 1 оборот, установив перекрытие на четвертом цилиндре, отрегулировав зазоры в первом, а также втором, третьем клапанах.
- Для регулировки отпустите контргайку на коромысле клапана и проворачивая винт, сделайте необходимый зазор между бойком и стержнем клапана. После установки зазора как следует затяните контргайку. После окончания регулировки зазора поставьте в клапанах на место колпак крышки цилиндров.
Проверку затяжки болтов головки цилиндров производите по окончании обкатки в следующем порядке:
- Уберите колпак и крышку с головки цилиндров;
- Снимите ось коромысел;
- Динамометрическим ключом проверьте затяжку болтов крепления головки цилиндров, при необходимости, произведите подтяжку.
Пошаговая инструкция
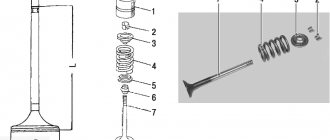
Проверка и регулировка зазоров дизеля Д-240: 1
— контргайка,
2
— регулировачный винт,
3
— щуп,
4
— боек коромысла,
5
— стержень клапанов.
1.
Очистить от грязи и пыли колпак и крышку головки цилиндров так, чтобы на наружной поверхности не было маслянистых отложений.
2.
Снять колпак крышки и обмыть его в керосине.
3.
Вывинтить установочный болт и вставить его противоположным концом в отверстие в картере маховика.
4.
Проверить крепления стоек валиков коромысел и при необходимости подтянуть их.
5.
Установить приспособление КИ-9918* (устройство для определения зазоров в клапанах) на тарелку пружины впускного клапана, отпустив отжимной кулачок подвижной каретки. Подвижная каретка приспособления под действием пружины должна упираться в боек коромысла.
6.
Нажать на коромысло до упора бойка в торец стержня каретки и установить стрелку индикатора на нуль.
7.
Если зазор не соответствует допустимым пределам, отрегулировать по показаниям индикатора приспособления клапанный механизм, ввинчивая или вывинчивая регулировочный винт, предварительно отвинтив его контргайку.
8.
Проворачивая коленчатый вал на 1/2 оборота, проверьте и при необходимости отрегулируйте зазоры соответственно в третьем, четвёртом и втором цилиндрах.
9.
Ввинтить фиксатор в отверстие корпуса маховика. Установите на двигатель снятые составные части.
* При отсутствии приспособления КИ-9918 выполняют после четвертого пункта выполняют следующие действия:
1.
Установить поршень первого цилиндра в положение, соответствующее концу такта сжатия (оба клапана закрыты).
2.
Отпустить контргайку регулировочного винта на коромысле клапана и, ввертывая винт, установить при помощи щупа требуемый зазор между бойком коромысла и торцом клапана.
3.
Надежно затянуть контргайку и снова проверить щупом зазор, проворачивая штангу толкателя вокруг ее оси.
4.
По окончании регулировки клапанов первого цилиндра повернуть коленчатый вал в направлении часовой стрелки на половину оборота (180 гр.) и приступить к установке зазора в клапанах третьего цилиндра. Зазоры регулируются в последовательности, соответствующей порядку работы цилиндров дизеля (1-3-4-2).
Проверка зазоров
Проверку клапанов двигателя Д-245 в части зазоров лучше проводить через каждые 15 тыс. км пробега. Также данную процедуру проводят после того, как была снята головка цилиндров, подтягивания болтов ГБЦ, либо после появлении стука в отсеке с клапанами. Величина зазора между торцовой частью клапанного стержня с бойком коромысла на холодном моторе 0,25 мм на впускном, и 0,45 мм выпускном клапане.
Чтобы регулировать зазоры, необходимо отпустить контргайку коромысла корректируемого клапана. Далее, путем проворачивания винта, устанавливается требуемая величина(измеряют при помощи идущего щупа между бойком стержня). После окончания процесса затягиваются контргайки, устанавливается на место колпак от крышки ГБЦ. Затяжку проверяют после обкатки и далее через каждые 50 тысяч километров на прогретом агрегате. После контроля, необходимо регулировать зазор между коромыслом и клапанами, после этого нужно затянуть фиксаторы.
Проверка и настройка зазоров
Проверку и регулировку клапанов двигателя Д-245 («Евро-2») в части зазоров желательно проводить через каждые 20 тыс. км пробега. Также эту процедуру проводят после снятия головки цилиндров, подтягивания фиксирующих болтов ГБЦ либо при появлении стука в клапанном отсеке. Величина зазоров между бойком коромысла и торцовой частью клапанного стержня на холодном дизельном моторе должна быть 0,25 мм на впускном, и 0,45 мм на выпускном клапане.
Чтобы отрегулировать зазоры, необходимо отпустить винтовую контргайку коромысла корректируемого клапана. Затем, путем проворачивания винта, устанавливают требуемую величину, которую измеряют при помощи щупа между бойком и торцом стержня. По окончании процесса затягивают контргайку, устанавливают на место колпак крышки ГБЦ. Затяжку крепежных болтов проверяют после обкатки и через каждые 40 тысяч километров на прогретом силовом агрегате. После проведения контроля, необходимо отрегулировать зазор между коромыслом и клапаном, после чего затянуть фиксаторы.
Регулировка клапанов Д-245
Двигатели Д-245 представляют собой мощные 4-тактные установки с 4 расположенными в ряд цилиндрами. Агрегат оборудован системой прямого впрыска. Благодаря этому обеспечивается повышенный уровень сгорания топлива и, соответственно, повышается производительность мотора.
Однако этот двигатель, как и любая другая техника, подвержен периодическим поломкам. Чтобы агрегат работал корректно, требуется своевременно регулировать его клапаны. Обладая определенной теоретической подготовкой, эту процедуру можно провести самостоятельно.
Общая информация о двигателе Д-245
В двигателе используется внутренний турбинный компрессор с корректируемым воздушным потоком. Он дает возможность создавать оптимальную приемистость во время работы (рисунок 1).
Примечание: Этот показатель обеспечивает усиленный параметр крутящего момента, даже если обороты вала находятся на минимальном уровне.
Все моторы данной группы ориентированы на использование в достаточно суровых температурных условиях (от -40 до +40 градусов).
Рисунок 1. Д-245 — мощный мотор, который устанавливают на крупную технику
Как правило, эти мощные агрегаты устанавливают на строительную и дорожную технику, а также крупные колесные трактора, которые используются в сельском хозяйстве.
Двигатель Д-245
С целью обеспечения лучшего уровня приемистости применяется турбинный компрессор с возможностью корректировки потока воздуха. Благодаря этому обеспечиваются повышенный уровень крутящего момента даже при минимальном количестве оборотов коленвала. При этом подобный двигатель с турбиной выводит отработанные газы, которые соответствуют европейским стандартам Евро 3. Но вся серия подобных моторов предназначена для использования только в условиях температуры окружающей среды, находящейся в пределах -45 – +45 градусов. Главным местом использования этих агрегатов является их установка в дорожную, строительную, а также колесную технику.
Регулировка затяжки головки блока цилиндров
Порядок затяжки болтов ГБЦ определяет последовательность и силу, с которой проводится закручивание в резьбовых соединениях болтов маховика. Важно помнить, что момент затяжки ГБЦ должен находиться в пределах 190-210 Нм. При этом гайки шпилек и болты требуется затягивать до отказа.
Регулировка клапанов в моторе
Перед началом самостоятельной регулировки клапанов двигателя Д-245, следует изучить техническое устройство и особенности этой части мотора (рисунок 2).
У вала есть 5 опор, а движение он приводится посредством коленвала и распределительных шестеренок. Вместо рабочих подшипников применяются 5 втулок, помещенные в участки блока.
Рисунок 2. Этапы регулировки клапанов
Фронтальная втулка находится возле вентилятора. Дополнительно она оснащена буртом, который фиксирует распредвал осевых сдвигов. Другие втулки изготовлены из чугуна. Толкатели изготовлены из стали, но также усилены чугуном. Кулаки на распределительном валу имеют небольшой уклон.
Регулировка клапанов в моторах Д-245 проводится в четкой последовательности:
- Сначала снимают колпак с крышки цилиндров и определяют крепление стоек на оси коромысел.
- Далее поворачивают коленвал до перекрытия в первом цилиндре, и регулируют зазоры 4, 6, 7 и 8 клапанах.
- После этого вал поворачивают на один оборот и устанавливают перекрытие возле четвертого цилиндра и регулируют зазоры в первом, втором и третьем клапанах.
Для завершения регулировки контргайку на коромысле клапана опускают и проворачивают винт, чтобы между стержнем клапанам и бойком образовался зазор необходимого размера.
Далее контргайку затягивают и ставят на место колпак крышки цилиндров. После завершения обкатки дополнительно проверяют затяжку болтов головки цилиндра.
Для этого колпак и крышку снимают, убирают ось коромысел и с помощью динамометрического ключа проверяют затяжку болтов крепления головки цилиндров. Если они ослаблены, проводят дополнительную подтяжку.
Советы по притирке клапанов Д-245
У опытных механиков есть несколько секретов, которые помогают провести технологически правильную и качественную притирку клапанов (рисунок 3).
Во-первых, притирать клапаны Д-245 принято на специальных стендах и станках. На фаски деталей наносят специальную пасту, разведенную в дизельном топливе до консистенции жидкой сметаны. Чтобы повысить качество пасты, в нее обычно добавляют олеиновую или стеариновую кислоту.
Во-вторых, необходимо провести качественный демонтаж детали. Для этого сначала отворачивают гайки крепления стоек оси коромысел, а затем демонтируют его вместе с пружинами.
Рисунок 3. Притирку лучше проводить на станке
Аналогичным образом отворачивают болты и снимают головку. С клапанов тоже нужно снять дополнительные детали: тарелку пружин, сами пружины с шайбами, уплотнительную манжету и втулки направляющей.
В-третьих, необходимо научиться определять продолжительность притирки клапанов. Ее продолжают до тех пор, пока на фаске седла и фаске самого клапана не появится непрерывный матовый поясок, толщиной минимум 1,5 мм. Любые разрывы или черточки не допускаются, полоска должна быть сплошной и равномерной.
После завершения притирки головку блока и сами клапаны промывают. При сборке стержень клапана обязательно смазывают машинным маслом.
В целом, притирку можно проводить как вручную, так и с помощью слесарного оборудования, но трудоемкость ручных работ гораздо выше.
Рекомендации по притирке
Специалисты рекомендуют производить притирку клапанов Д-245 на основании следующих принципов:
- Притирку клапанов должна происходить на станках или специальных стендах. Фаски деталей смазываются специальной пастой, которая разводится в дизельном топливе до консистенции, напоминающее жидкую сметану. Для повышения качественных показателей пасты желательно добавить олеиновую или стеариновую кислоты.
- Демонтаж деталей должен производиться качественно. Это означает, что для начала делается отворачивание гаек крепления и только затем выполняется демонтаж с пружинами. Идентичным образом отворачиваются болты и снимается головка. Далее с клапанов снимаются и дополнительные элементы: тарелка пружин, пружины вместе с шайбами, уплотнительная манжета и втулки.
- Продолжительность притирки клапанов во время регулировки также важна. Ее выполняют до момента, пока на фасках седла и клапана не образуется непрерывной матовый пояс, толщина которого должна составлять порядка 1,5 мм. Разрывы и черточки недопустимы.
По завершении притирки головки блока и самих клапанов делают промывку. Во время сборки обязательно смазывание системы машинным маслом. Сам процесс притирки может выполняться вручную или при помощи оборудования слесарного типа. Трудоемкость в первом случае будет в разы выше.
[~DETAIL_TEXT] =>
Для понимания процесса регулировки клапанов на ЗИЛ, называемым «Бычок», следует прежде разобраться, что из себя представляет само устройство двигателя Д-245. На деле это установки 4-тактного типа, которые снабжены 4-мя цилиндрами, расположенными в один ряд. Такая конструктивная особенность обеспечивает повышенный уровень сгорания топливной жидкости, за счет чего увеличивается общая производительность.
Но несмотря на высокие показатели, двигатель Д-245 так же, как и любые другие устройства подвержены различному роду поломок и неисправностей. Поэтому для корректной работы агрегата требуется регулярная регулировка клапанов техники. В большинстве случаев произвести данную процедуру можно самостоятельно.
Проверка зазоров
Чтобы двигатель Д-245 работал корректно, проверку частей зазор проводят после каждых 15 тысяч километров пробега. Внеочередной контроль требуется после снятия головки цилиндров или в том случае, если в отсеке с клапанами появился посторонний стук (рисунок 4).
Рисунок 4. Проверка зазоров схематически
Оптимальная величина зазора холодного двигателя должна составлять 0,25 мм на впускном клапане и 0,45 мм на выпускном.
Для регулировки зазоров контргайку коромысла конкретного клапана опускают, и начинают проворачивать винт, пока не будет достигнута требуемая величина. Для проверки используют специальный ищущий щуп между бойком стержня. В конце процедуры контргайки затягивают и устанавливают на место колпак крышки.
Затяжку следует проверить после первой обкатки, а в дальнейшем – через каждые 50 тысяч километров пробега при прогретом двигателе. После контрольной обкатки регулируют зазор между клапанами и коромыслом, и затягивают фиксаторы.
Детальная пошаговая инструкция по регулировке клапанов Д-245 приведена в видео.